

BALLHONE®
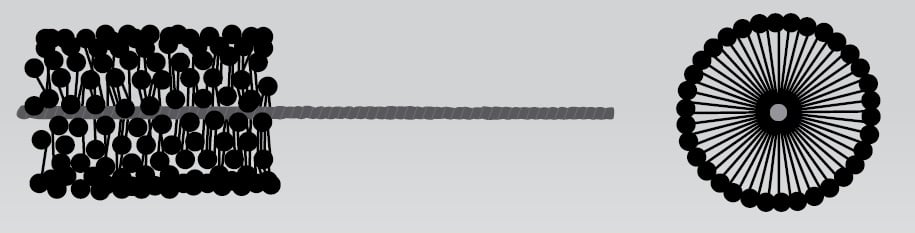
The BALLHONE® is a resilient, flexible honing tool used to improve the internal surface finish while also being able to deburr a bore or cylinder. The tool is BRM's premium bulk honing tool product. It is comprised of abrasive globules laminated onto the ends of flexible nylon filaments. Its unique construction allows the tool to be self-aligning, self-centering and self-compensating for wear. The tool provides the benefit of removing loose, torn and folded metal and creating a substantially flat or plateau surface. An additional important application for the BALLHONE is burr removal from cross-drilled holes and slots.
The BALLHONE is manufactured by BRM in 8 different abrasive types and 11 different grit options in a wide selection of sizes to work on a broad variety of base materials and surface finish requirements. The tool is produced in diameters from 4mm to 36”.
Tool Diameter
Tool diameter is determined by the nominal bore size in which the tool is to operate. The BALLHONE is always produced and used in an oversize condition. The degree of oversize creates a soft cutting action. For example, a 1” BALLHONE size is ordered if a 1” bore is to be finished and the tool is provided oversized. If the bore size is between standard BALLHONE sizes, the next larger standard tool should be selected. For instance, if the nominal bore is 1.093”, then the 1-1⁄8 ” tool is ordered.
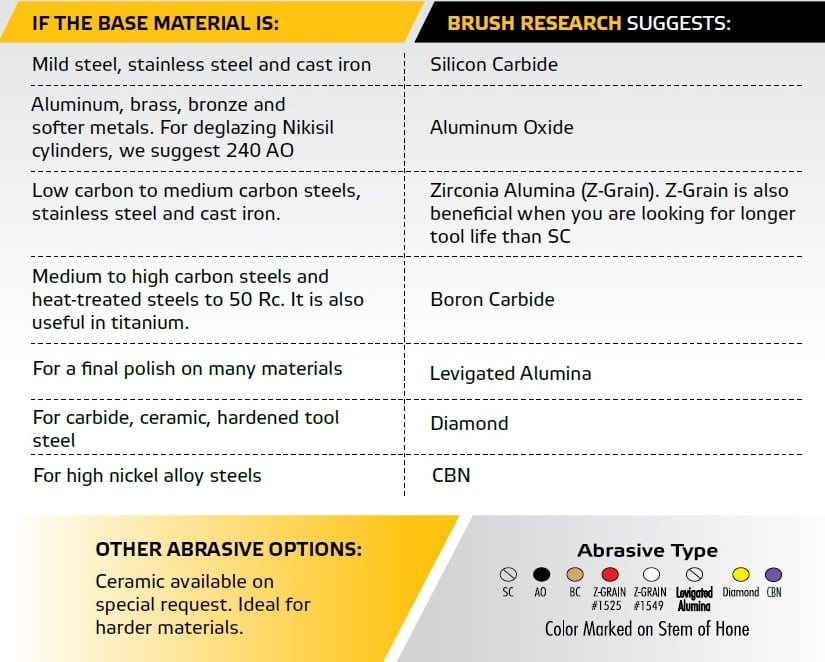
Abrasive selection
Abrasive selection is determined by the base material you are working with. Refer to the chart below for a starting guide:
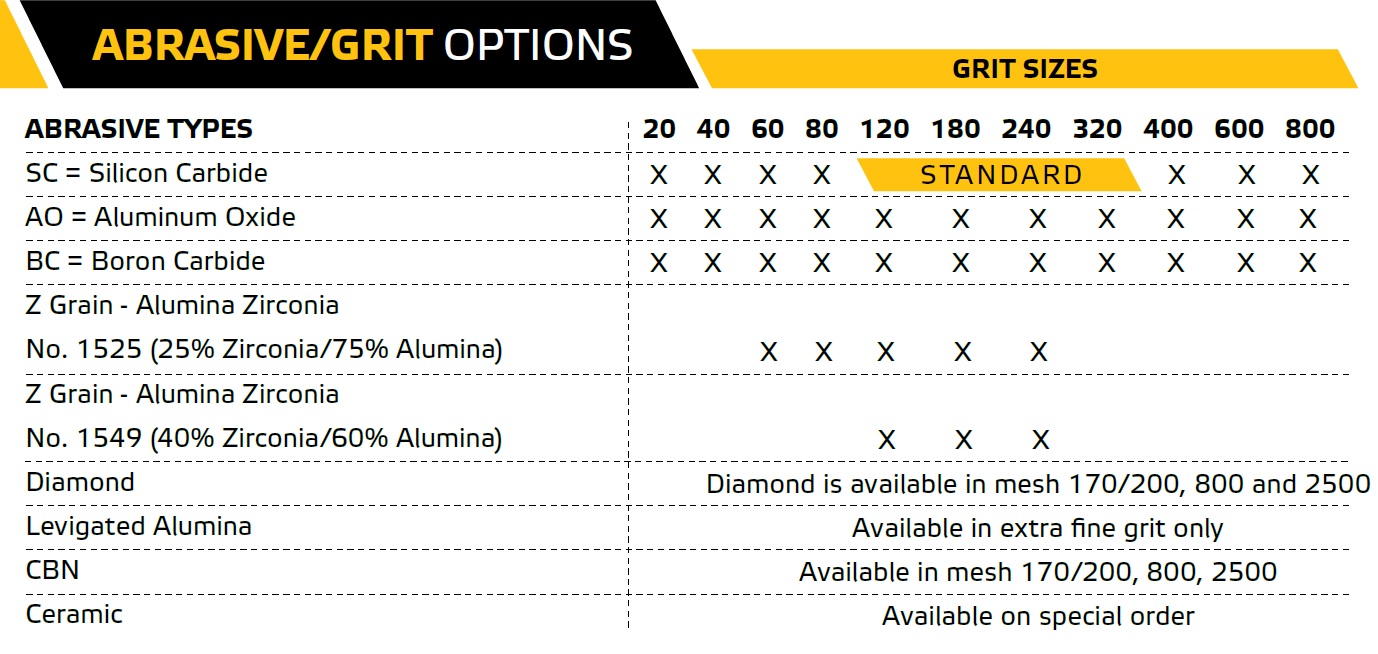
grit selection
Operating instructions
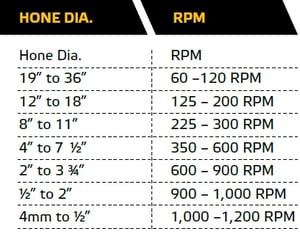 The BALLHONE is a low RPM tool. Specific RPM is dependent on the diameter of the tool and the application. General speed ranges are given but, again, machine trials are required to verify the parameters. The smaller the hone, the faster the speed. The larger the hone, the slower the speed.
The BALLHONE is a low RPM tool. Specific RPM is dependent on the diameter of the tool and the application. General speed ranges are given but, again, machine trials are required to verify the parameters. The smaller the hone, the faster the speed. The larger the hone, the slower the speed.
Stroke rate is a function of BALLHONE diameter, stroke length and cross hatch angle specification, if any. High crosshatch angles require faster stroke rates. The larger diameter tools might feed as slow as 100-120 IPM while the smaller diameter tools with high cross hatch angles might require feed as high as 250 IPM.
The BALLHONE Tool always requires the use of a lubricant or honing oil. Finer surface requirements dictate better quality honing fluids be used. Other acceptable fluids include: water soluble oils, mineral oils, motor oils and cutting and tapping fluids. The goal is to prevent tool loading and to ensure exposure of fresh cutting particles. Solvents should be avoided, as they tend to degrade the adhesive bond in the tool.